服务煤矿始于1995年
产品几乎遍布国内所有煤矿
煤矿专用制氮设备
多项先进技术应用

设备拥有多项先进技术,可根据用户需求安装轮胎或者采用车载的形式,为您提供可移动的便携服务
稳定、耐用
多项气体分离装置及程控阀门技术,独特优异的设计工艺,搭配国内外知名品牌碳分子筛,有效提高了设备产氮能力、空气利用率、长期运行的可靠性能。
灵活、机动、人性化的设计
轮轨或橡胶轮胎两种移动方式,600或900(mm)的两种轮轨式轨距设计,满足移动运输要求。
380V/3ph/50Hz、660V/3ph/50Hz、1140V/3ph/50Hz多种电源规格适应,符合各种电压下的供电需求。
瑞气地面固定式、地面移动式煤矿井上专用制氮设备,适用于矿区范围大、火灾频繁、地表与井下工作面距离近的矿井。

煤矿用碳分子筛制氮装置(地面固定式)
不等势均压流程节能技术
先进的工艺流程直接减少压缩空气的消耗
设备采用不等势均压流程,该流程对下均压位置作了改进。均压时,均压气体从吸附结束的吸附塔中部,引出进入脱附结束的吸附塔底部,按照吸附塔内氮气纯度的倒金字塔梯度分布特点进行均压,这样提高了氮气回收率和碳分子筛利用率,改变了利用变压吸附不能制取高纯氮气(99.9995%N2)的历史。
气缸压紧技术
有效延长分子筛使用时间达10年
具有分子筛松动自动补偿功能,使分子筛始终处于压紧状态,有效延长分子筛使用时间可达10年,确保设备长时间的可靠运行
知名分子筛品牌
优质分子筛带来较高的设备性价比优势
|
与国内外知名分子筛厂家合作近四十年, |
|
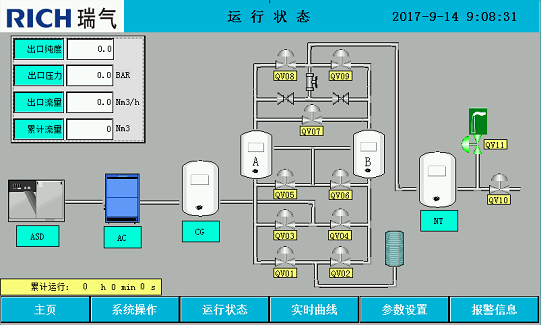
人机界面
|
人性化界面,智能化控制,一键式控制 |
|
选配知名品牌的元器件
氮气纯度、压力、流量在线监测
人机控制系统
不合格氮气声光报警、长时报警自动停机
易损件更换自动提醒
分子筛自动压紧
气动阀门切换由可编程序控制器自动控制
冷干机、过滤器自动排污
不合格氮气自动放空
负荷适应
设备故障、停电、供气不足时,备用氮气自动补充、自动切换系统
远程控制/全自动(特殊)
多储罐充气自动切换、停机/重启动系统
终端用气后回收系统(具体方案具体配置)
一机可产两种以上不同纯度、对应不同流量自动切换系统
工控机、DCS,其他具体方案具体配置
卧式制氮设备
氮气流量: 1~2000Nm3/h
氮气压力: 0.05~0.8MPa
氮气纯度: 97~99%
常压露点: ≤-40℃
井上制氮设备
氮气流量: 100~20000Nm3/h
氮气压力: 0.05~0.8MPa
氮气纯度: 97~99%
常压露点: ≤-40℃
吸附剂(称为碳分子筛)是PSA制氮设备的核心部分,利用气体介质中不同组份在吸附剂上的吸附容量的不同,吸附剂在压力升高时进行选择性吸附,在压力减少时得到脱附再生,如此交替循环连续不断地制取产品氮气。
采用独特卧式吸附床层结构,尽量减少设备高度,满足井下有限空间对设备尺寸的要求,较大气量需求时,一般采用四塔流程。
卧式制氮设备
设备拥有多项先进技术,可根据用户需求安装轮胎或者采用车载的形式,为您提供可移动的便携服务
气源车:主要由螺杆式移动空气压缩机(含平板车、电气控制系统)组成。
净化车:主要由除油净化器、过滤器、微油吸附器、平板车、电气控制系统等组成。
制氮车:主要由卧式吸附塔、吸附剂、气囊压紧装置、程控阀门、消音器、附属仪表、平板车等组成。
缓冲车:主要由卧式氮气缓冲罐、过滤器、附属仪表、平板车等组成。
广泛应用于油田、天然气、煤矿等行业。
煤矿井上专用制氮设备
煤矿井上专用制氮设备主要由压缩空气空气净化单元、压缩空气缓冲单元、氧氮分离单元、氮气缓冲单元、控制单元组成。
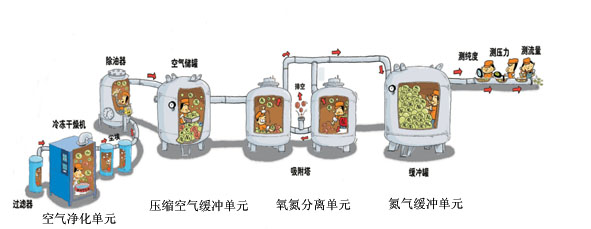
压缩空气单元:压缩空气来自于空气压缩机或者压缩空气站。空气压缩机属于气压发生装置,是将机械能转换为气体压力能的气源装置,为其后设备提供合格、稳定的压缩空气。
空气净化单元:主要由气水分离器、管道过滤器、冷冻干燥机、精过滤器、超精过滤器、活性炭除油器、电子排污阀、球阀等组成,其作用是除去压缩空气中的尘埃、水和油。
空气缓冲单元:主要由空气储罐及附属阀门仪表组成。用于减少气流脉动,缓冲压缩空气,减轻后续氧氮分离单元的负荷,保证设备稳定可靠的运行。
氧氮分离单元:主要由压紧气缸、消声器、气动阀门、吸附塔及其附属仪表组成。两个吸附塔交替进行吸附和再生,完成氧氮分离,连续输出氮气。
氮气缓冲单元:主要由流量计、过滤器、缓冲罐及其附属仪表组成。用于均衡从氧氮分离单元输出的氮气,保证连续供给氮气稳定。
控制单元:主要由可编程序控制器、触摸屏、氮气分析仪、电磁阀、电控柜箱体组成。
煤矿
Copyright@2020上海瑞气气体科技有限公司 沪公网安备31011602001861号 制氮机 制氮设备 PSA制氮机 网站地图