无人值守控制系统的研发将空分工艺同物联网远程集中控制无人值守控制技术深度结合,将有力推动空分气体行业的不断向前发展。
*采用PLC对制氮机进行全程自动控制
* 实现制氮机房无入值守工作
* 可减少现场监管人员成本
* 减少因误操作而可能导致的生产事故
* 节约生产运行成本
* 提高供气质量和效率
* 保证各项工作的安全生产
在工业气体行业的发展,有句俗语叫:“工业气体的增长率是国内生产总值GDP增长的1.25~1.5倍。”这个数据是在研究美国工业气体10年和中国工业气体50年的基础上得来的。资料显示,我国工业气体在2010年后进入高速发展阶段。2012年我国工业气体年增长率为12%,2017年增长率为10%,专家预计到2020年,中国工业气体年产值可达到1200亿元,发展速度每年在9%左右。

近年来,新能源、新材料、汽车、电子、芯片、食品产业的崛起,使得中国目前工业气体供应供应格局发生了明显变化,尤其是氮气和一些稀有气体,例如氩气、氪气、氙气等的需求更加广泛与多元,中小规模氮气用户持续增加,同时由于人力成本的不断上升及用户对氮气品质的进一步提高,传统的制氮设备升级改造迫在眉睫。Auto-site无人值守制氮装置的研发正是针对这一市场需求,前景广阔。
无人值守远程综合监控系统由三大部分组成:
* 前端综合监控设备(音视频监控、环境变量监控、出入口监控等)、综合监控主机、综合监控软件;
* 网络传输部分(宽带网络、无线网络、ADSL或行业用户专网);
* 管理中心软件平台,无人值守服务器、监控终端、MIS网络终端等。
深冷法制氮装置按照工艺流程分为空压系统、预冷系统、纯化系统、精馏系统和后备液氮系统。目前,关于深冷制氮装置启动,都是按照各单元各系统逐步启动,先是启动空气压缩系统、空气预冷系统、再启动空气纯化系统、后启动空气精馏系统,遇到故障再手动启动后备液体供应系统及后备仪表气系统,并没有将整个装置中的各个设备之间有序的结合起来,作为一个整体来进行控制,费时费力,增加成本,人力投入大且误操作概率高。
AUTO-SITE无人值守制氮装置技术采用先进的制氮工艺流程与PLC全过程编程自控相结合,并通过物联网技术对现场制氮设备进行监控,是国内目前的现场制氮工艺方案中最具安全性、可靠性与性价比的制氮方案。
基于现代智能化科技的发展和创新,作为一项全新的技术,对于装置原有行业的技术必然有一种替代,与常规空分装置的控制方式相比,该系统在空分装置的控制方面解决的关键技术问题具体为:
(1)制氮装置启动过程中空压系统的逻辑控制;
(2)制氮装置启动过程中预冷系统的逻辑控制;
(3)制氮装置启动过程中纯化系统的逻辑控制;
(4)制氮装置启动过程中精馏系统的逻辑控制;
(5)制氮装置膨胀机故障下液氮补冷方案;
(6)液氮后备系统无缝切换方案;
(7)在线分析仪设备在线保护方案;
(8)仪表气系统可靠性的优化处理方案。
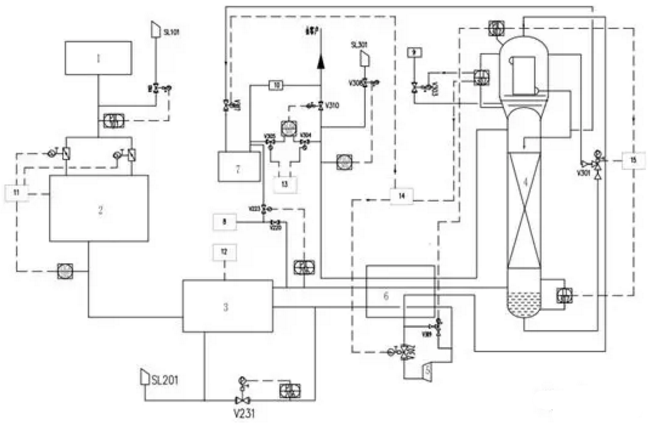
图为:auto-site无人值守制氮设备工艺流程图
主要技术创新点包括:
(1)一键启动全自动工艺控制流程;
(2)基于物联网及云技术的远程监控技术;
(3)膨胀机制冷与液氮补冷相结合冷量补充技术;
(4)制氮设备仪表气不间断供应技术;
(5)液氮后备系统无缝切换技术。
对于化工空分装置来说,特别是在装置大型化的趋势下,需要更加注重安全。目前,国内外主要空分制造商,都对空分装置进行危险与可操作性分析(HAZOP)、安全完整性等级(SIL)分析,充分考虑仪表控制系统的安全功能失效引起的可能危险,将集散控制系统DCS和安全仪表系统SIS结合,降低风险,提高设备安全性。考虑到空分中配套的大型转动设备——空气透平压缩机组的安全稳定运行,越来越多的大型空分装置开始采用单独、专门的机组控制系统(CCS)来完成对空气透平压缩机组的控制、联锁保护,CCS系统会采用安全级别为SIL3或者AK6的软硬件,配备比常规DCS系统更加可靠的硬件,更加专有的软件。
随着近年来互联网、云计算、大数据等新一代信息技术的出现,空分装备自动化技术正向数字化、网络化、智能化发展。目前,工厂综合信息集成平台技术、新一代主控系统技术、远程监控及远程维护技术、大型装备智能故障诊断技术等创新技术已经在国内空分行业取得重大突破,并蓬勃发展。
建立了大型空分远程监控及维护诊断中心,总部设置的集中数据中心,由现场控制网、数据采集网、办公局域网三层网络结构组成,实现了空分运行的信息化和网络化,可以为空分装置提供多维度、全生命周期的远程运维服务。
对无人值守制氮装置安全运营的建议如下:
(1)防范外部风险的对策建议
一是落实无人值守设备巡查制度。保证自动报警系统与远程监控联网设备的可靠有效,保证客户区视频资料的清晰,值班人员要实时查看监控视频录像,发现异常情况及时处置并向监控中心报告。
二是安装无人值守制氮设备语音提示系统。当客户或者操作员进入无人值守制氮设备操作范围内,通过系统感应,由语音系统提示客户注意检查无人值守制氮设备及附近有无异常情况等,并提醒操作员注意操作安全。
三是加大有关操作员安全防范知识的宣传。提醒操作员在使用时注意保护自己安全。
(2)防范内部风险的对策建议
一是建立健全无人值守制氮设备的内控制度。配齐、配强设备管理人员,定期组织业务培训,使后端值守中心工作人员熟练掌握一般事件的应急处置流程,对异常情况做到反应及时、应对有效。
二是增强制度执行力。对无人值守制氮设备实行24小时实时监控,并严格执行保密管理制度,巡查人员至少保证每月巡查两次以上并做好记录,安全管理人员要定期或不定期抽查监控视频等相关资料。
(3)防范中间环节风险的对策建议
一是加强无人值守制氮设备的定期检查。设备管理人员按流程检查测试自助终端硬件稳定性,保证设备处于正常运行状态。
二是建立网络数据传输监控系统。及时发现运行过程中的数据丢失和网络传输故障,妥善处置以保证设备数据传输通畅。
三是建立运行安全报告制度。对设备运行中发现的安全问题和可疑现象,要及时向管理部门报告,并启动相应处置预案。
本文(部分)内容摘自2018年《气体分离》第六期
Copyright@2020上海瑞气气体科技有限公司 沪公网安备31011602001861号 制氮机 制氮设备 PSA制氮机 网站地图
