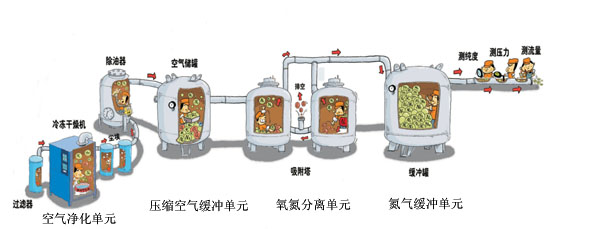
1、空气储罐
空气储罐的作用是:降低气流脉动,起到缓冲的作用,从而减小系统压力波动,使压缩空气平稳地通过AC系统,以便充分除去油水杂质,减轻后续PSA氧氮分离装置的负荷。同时,在吸附塔进行工作切换时,它也为PSA氧氮分离装置提供短时间内迅速升压所需的大量压缩空气,使吸附塔内压力很快上升到工作压力,保证了设备可靠稳定的运行。
2、氧氮分离系统
原料空气经过空气预处理装置除去尘埃、油污等固体杂质及水后,通过气流扩散分布器进入装填干燥分子筛和氧氮分离分子筛的吸附塔,深度干燥后进行氧氮分离,从吸附塔顶流出的气体即为纯度为≥99.5%的氮气。此过程由两吸附塔交叉工作完成,一只工作,一只再生,连续制取氮气。此部分氮气经高效氮气除尘器处理后进入氮气工艺储罐。
氧氮分离系统主要由装有碳分子筛的吸附塔和控制系统组成,当压缩空气从下至上通过A塔时,微量水汽、二氧化碳、氧气等被分子筛所吸附,而氮气则被通过,并从塔顶流出。当A塔内分子筛吸附饱和时便切换到B塔进行上述吸附过程并同时对A塔分子筛进行再生。所谓再生,即将吸附塔内气体排至大气而使压力迅速降低至常压,同时使分子筛吸附的氧气、二氧化碳等从分子筛内释放出来的过程。
3、氮气工艺储罐
氮气缓冲罐用于均衡从氮氧分离系统分离出来的氮气的压力和氧含量,保证连续供给氮气稳定。
同时,在吸附塔进行工作切换后,它将本身的部分气体回充吸附塔,一方面帮助吸附塔升压,另外也起到保护床层的作用,在设备工作过程中起到极重要的工艺辅助作用。
4、控制部分
氮气系统控制系统由LG系列PLC、氮气纯度在线分析仪、触摸屏显示控制器、运行参数采集控制器(系统工况、氮气纯度等)等部分(含仪表、一次元件、传感器等)组成,在完全优化的程序控制下全自动运行。根据用户要求,可实现与空压机之间的联锁启停控制以及远方集中控制中心的远程控制,并反馈各种状态信号,同时配备触摸屏,制氮机具备报警功能,公用工程及各部件故障报警,可实现分子筛位置的自动检测,同时发出报警信号。
Copyright@2020上海瑞气气体科技有限公司 沪公网安备31011602001861号 制氮机 制氮设备 PSA制氮机 网站地图
